How to Connect Older Machines to IoT (Without Replacing Them)
By Jordan Cota|Controls & Automation
Originally published on the Glassdome Sustainable Manufacturing Blog. Re-hosted here by the author.
You do not need the "latest and greatest" machinery to connect and monitor a machine. There are a variety of ways to interface with your "Big Bertha," a name commonly given to older machinery made before East and West Germany existed. Why replace a perfectly functional shear machine or band-saw just because it remembers 'trickle down theory'? Virtually any machine can be brought online and added to a production monitoring system or SCADA, regardless of age — so you can monitor live status, uptime/downtime, parts produced, alarm events, and more. We rely on current transducers (CTs), photo-eyes, wet contacts, and dry contacts to bring a machine into the 21st century. This explainer highlights just some of the methods you can use to bring Industry 4.0 to older machines, with real-world examples of the process.
A few different styles of IoT devices, "gateways," can funnel shop-floor machine data into a monitoring system. For older machines, a hard-wired or hardware-based gateway works well — for example, the EDATEC CM4 Industrial. This kind of unit is well suited to the shop floor and can switch between cellular/ethernet/wifi connections to stay connected. It accepts digital and analog input signals, and supports protocols like Allen-Bradley's EIP, Modbus, MTConnect, OPC-UA, Siemens S7, and TCP.
Let's get into it.
Thalmann Metal Folder
This unit was fairly modern in design and in the control system, with an EtherCAT-based Beckhoff system. Normally, we would target the Beckhoff computer to draw out the variables such as 'Is-Running', 'Part Complete', 'Fault', etc., but this requires direct access to the programming of the machine — something the OEM was unwilling to allow. After reviewing the schematics of the machine, we determined that we could use the 'Active Light' on the I/O board. It was a basic 24VDC signal, which means when 24VDC is active or flowing through the light, we know that the machine is running. With this, we can also count the number of cycles the machine is completing.
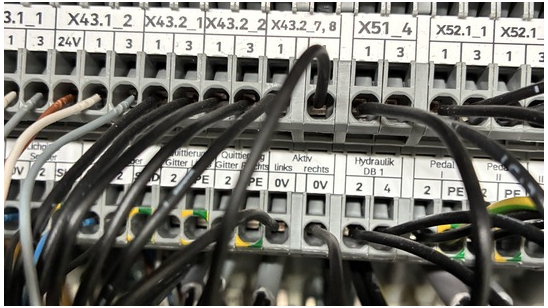
Aktiv is the German word for Active. When power is active at X43.2_7,8, the machine is running.
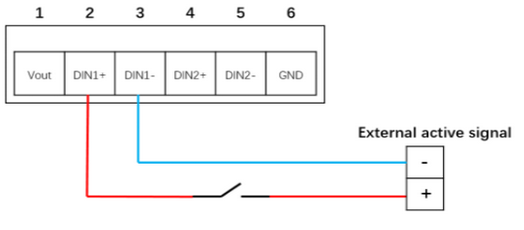
This is a "wet contact" connection. It requires an external power supply. In this case, X43.2_7,8 supplies voltage to our gateway at input 2 'DIN1+', then we connect input 3 'DIN1-' to the common or 0V, allowing the gateway to detect a voltage change.
Hydmech – Saw Band
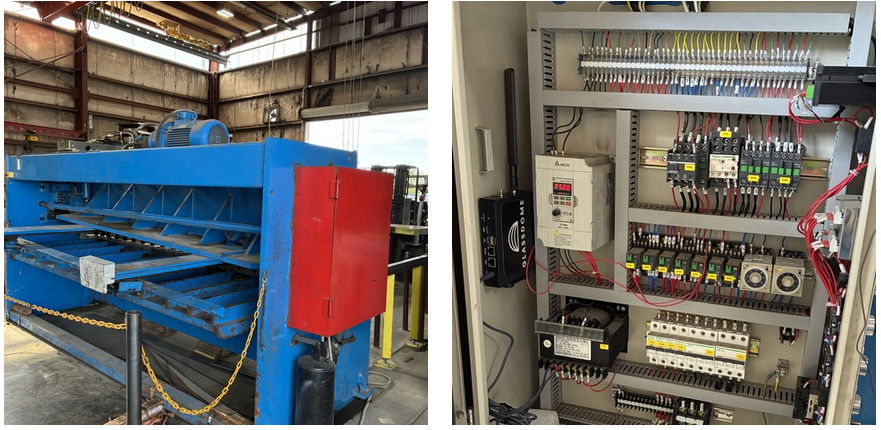
The client wanted to be able to monitor the uptime and be alerted if any downtime events took place on a few of their saw band machines. These machines were 'low-tech' with no controller or "brain" to monitor. We needed a hardwired solution. We decided to monitor the machine by using current transducers to monitor the power flowing into the sawband motor. If power is flowing into this motor, we consider the machine active.
A look inside the control cabinet. These two VFDs control the movement and cutting for the Hydmech and similar machines. The blue device atop the left VFD is the current transducer monitoring current flow.
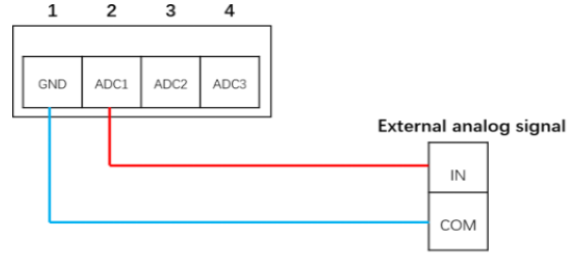
Once current is flowing through the wire that the CT is clamped over, the CT will produce a small voltage change from 0.1V–1V. Once we connect the CT to our gateway, we can easily detect when the machine is running.
Metal Bender
The client requested that we monitor this bender for uptime, downtime, and part counts. Similar to the other machine, we had no way to directly interact with the computer within this machine. After reviewing the schematics, we found that relay KA4 will close or allow voltage to flow once the machine starts a cycle or begins to produce a part. A limit switch controls KA4. When the machine begins a cycle, it strikes the limit switch, energizing it, before committing to a part. Utilizing the motor that powers the system would have been easier, but it is a hydraulic-based system, meaning the motor is always running — but that does not mean the machine is actually producing parts. By wiring the Vout into the input side of the relay and wiring the output side of the relay to DIN1+, we can see when the limit switch is activated, thus knowing when a cycle has started and the total number of cycles.
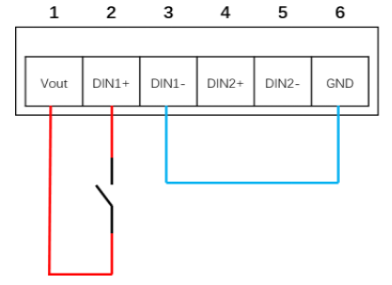
Relay KA4 wiring for dry-contact cycle detection on the metal bender.
This is a "dry contact" connection. The input signal of a dry-contact connection mode is a passive switching signal. The change of the input state can be detected by disconnecting or shorting the DI and COM port.
Metal Shear Machine
This metal shear does exactly that: it shears. The problem is that the owner had no idea how often this unit was running or how many cycles the machine had completed daily. The easiest solution was to attach a diffused photo-eye to the machine. We determined that when the machine was making a cut to metal, the shaft of the shear would drop within a range that the photo eye could capture. As long as the photo eye changed states (ON/OFF) within 5 minutes, we considered the machine as active.
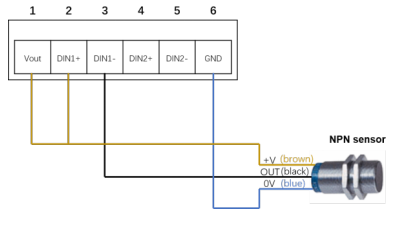
The photo-eye used was NPN style. We can use the EDATEC gateway to power the photo-eye in remote situations.
Final
Your equipment doesn't need a LinkedIn profile to be part of Industry 4.0. Whether a machine predates the internet, the fall of the Berlin Wall, or disco, if it moves, cycles, or consumes power, it can be monitored.
Once a connection strategy is in place, the signal feeds straight into a production monitoring system or SCADA — no forklift to the scrapyard required.